Автомат выдува



Пластиковые бутылки изготавливают из ПЭТ (PET), ПЭН (PEN) или их комбинации, а также других пластмасс (поликарбонатов, ПК).
Современные пластиковые бутылки преимущественно изготавливают из ПЭТ — полиэтилентерефталата, представляющего собой полиэфир, конденсированный в плавке из этиленгликоля и терефталовой кислоты. Благодаря методу облагораживания в твердой фазе (Solid State Polycondensation, SSP) ПЭТ уже в течение многих лет находит свое применение в производстве напитков.
Автомат выдува ПЭТ
ПЭТ-бутылки изготовляют из преформ — небольших пластмассовых сосудов, различных по форме и размерам, с оформленным мундштуком под винтовой колпачок и с находящимся под ним кольцом.
Преформы бывают окрашенными или бесцветными.
Выдув ПЭТ бутылок происходит либо на специализированных предприятиях, либо на производстве непосредственно в линии розлива. Для этого существуют специальные выдувные машины.
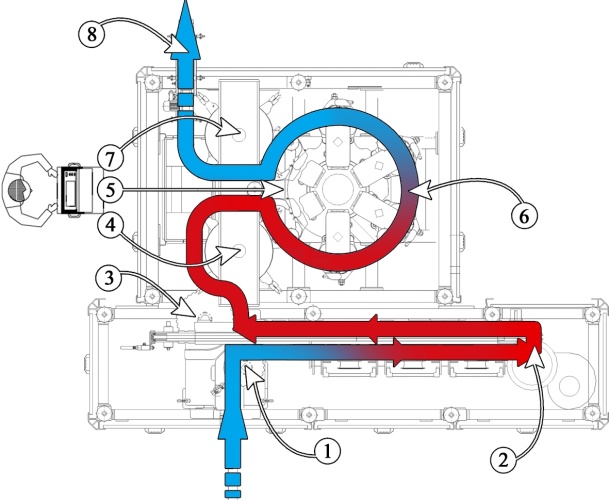
Автомат выдува ПЭТ бутылок действует следующим образом: чаще всего две вращающихся карусели расположены одна над другой, по которым перемещаются преформы. При этом в нагревательной карусели они равномерно разогреваются, а затем в выдувной карусели выдуваются в необходимую форму бутылки.
Во время этого процесса преформы через загрузочный бункер и вертикальный конвейер попадают в сортировочный бункер. Затем поступают в питатель горлышком вверх, где производится их обмер и выталкивание отбракованных преформ. Затем преформы захватываются скобой за часть, находящуюся между сформированной резьбой и несущим кольцом и передаются по транспортным системам.
После этого преформы равномерно нагреваются инфракрасными нагревательными элементами при постоянном вращении вокруг своей оси для достижения равномерности разогрева но определенному темпера-турному профилю. Затем преформы переходят на нижнюю выдувную станцию.
После передачи на выдувную станцию форма закрыта; вводится вытягивающая штанга, и заготовка вытягивается до самого дна. Одновременно начинается процесс выдува, а вслед за ним выдув формы при высоком давлении до 40 бар. При этом формируются контуры бутылки и донышка, а стержень растяжения выводится в исходное положение. После выдержки и сброса внутреннего давления охлажденная прессформа открывается, и бутылки принимаются разгрузочной звездочкой. Проводится контроль точности размеров (высота, диаметр) с отбраковкой нестандартных бутылок. Готовые бутылки отводятся пневмотранспортером.
Путем замены алюминиевых прессформ, состоящих из трех частей, легко можно придавать различную форму ПЭТ-бутылке; таким образом можно изготовить любую необходимую для вашего предприятия бутылку